包裝木箱,托盤
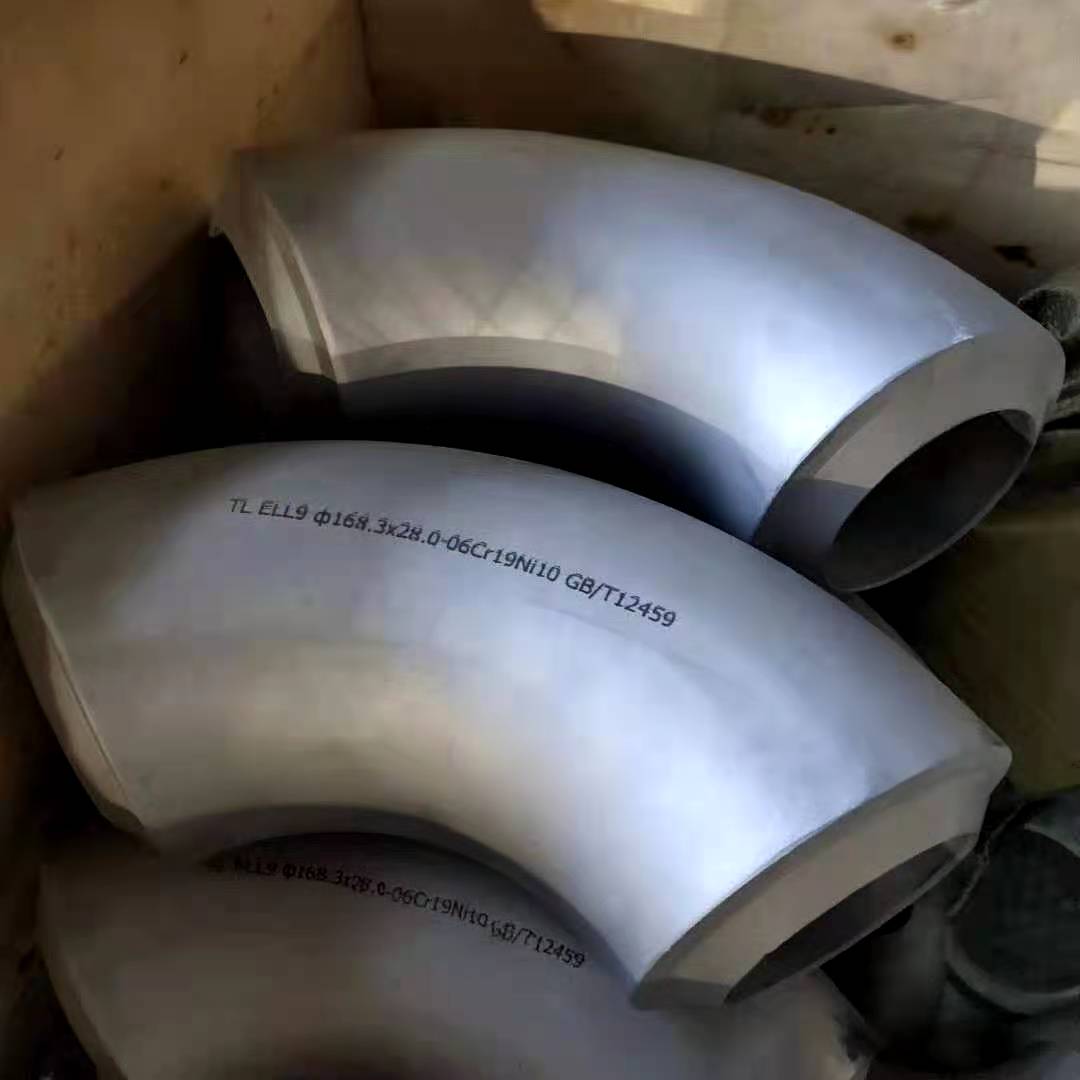
名稱無縫彎頭
材質20# A105
標準國標
工藝熱推
我公司是一家生產鋼制管道配件的企業,主要產品有,沖壓彎頭,無縫彎頭,異徑彎頭,法蘭,封頭,異徑管等,保證材質和尺寸,符合國家標準,檢驗檢測達標后才可出廠,一年出現質量問題可退換。
生產法蘭、管件、彎頭、三通、異型管件、法蘭墊片和封頭
彎頭的保養方法:
1、彎頭閥門填料壓蓋的螺栓應平均地擰緊,不應壓成歪狀態,以免碰傷阻礙閥桿運動或造成泄漏。
2、彎頭應用手輪,請勿借助杠桿或其它工具,以免損壞閥件。手輪順時針旋轉為封閉,反之為開啟。
3、長期存放的彎管,應作按期檢查,常常對外露的加工表面須保持清潔,清除污垢,整潔地存放在室內透風干燥的地方,嚴禁堆置或露天存放。
4、彎頭的球閥、截止閥、閘閥使用時,只作全開或全閉,不答應做調節流量用,以免密封面受沖蝕,加速磨損。閘閥和上螺紋截止閥內有倒密封裝置,手輪旋至上位置擰緊,即可阻止介質從填料處泄漏。

沖壓焊接彎頭,它是采用與管材相同材質的板材用沖壓模具沖壓成半塊環形彎頭,然后將兩塊半環彎頭進行組對焊接成形。由于各類管道的焊接標準不同,通常是按組對點焊固定半成品出廠,現場施工根據管道焊縫等級進行焊接,因此,也稱為兩半焊接彎頭。沖壓彎頭具有良好的綜合性能,所以它廣泛用于化工、建筑、給水、排水、石油、輕重工業、冷凍、衛生、水暖、消防、電力、、造船等基礎工程。

彎頭壁厚δ與截面直徑D比值越小,模具的貼合性能越好,但彎頭內弧越隨意馬虎失穩起皺。一樣平常余量為彎頭實踐壁厚的10%~20%。依據金屬在塑性變形時體積穩定、推制成形時壁厚穩定(現實微減薄)、彎頭外弧長度與管坯長度相稱的特色。推制彎頭用坯料的材質、壁厚和外徑對推制彎頭多少形狀的影響火力發電行業罕用推制彎頭的材質有WB36和A335、P22等。
推制彎頭多少形狀的工藝參數有:推制用坯料的材質,芯棒頭的材質,壁厚和外徑及形狀,加熱溫度及其散布和推動速率。推動速率的肯定原則是彎頭內壁主壓應力小于資料在此溫度下的服從極限,彎頭外壁伸長率小于資料在此溫度下的大伸長率。合金彎頭在應用過程當中應當把穩的標題,因為考慮到合金鋼彎頭應用安全性,及應用壽命,重點應放在提高管道內襯的韌性,抗打擊性,及耐磨性上,使合金鋼彎頭在電力、礦山、冶金等行業,物料的運送、輸入、都是采納近距離、低壓運送中都能蒙受相當大的壓力。材質透熱系數、磁導率及中頻功率大,推動速率快。

推制彎頭就是推制成型的彎頭,現在彎頭推制成型時主要的一種彎頭成型生產制作工藝,首先是因為推制成型的彎頭也就是推制彎頭生產制作速度快,然后就是推制彎頭生產制作時可以成批量生產制作,在就是推制彎頭的質量好,推制彎頭這種成型工藝是現在彎頭主要的成型生產制作工藝。推制彎頭執行標準
執行標準:GB/T12459-2005
GB/T13401-2005
GB/T10752-1995
SH3408-1996
推制彎頭-幾何形狀的主參數有曲率半徑R、與曲率半徑圓垂直的截面不圓度( 實際截面直徑Ds - 標準截面直徑Db) 及壁厚δ。影響推制彎頭幾何形狀的工藝參數有: 推制用坯料的材質、壁厚和外徑、芯棒頭的材質及形狀、加熱溫度及其分布以及推進速度。下面分別討論各工藝參數對推制彎頭幾何形狀的影響。推制彎頭用坯料的材質、壁厚和外徑對推制彎頭幾何形狀的影響火力發電行業常用推制彎頭的材質有WB36 和A335P22 等。WB36 的高溫強度小于A335P22 的高溫強度,WB36 的高溫塑性小于A335P22的高溫塑性,WB36 的導熱系數小于A335P22 的導熱系數。故在坯料外徑、壁厚及芯棒頭形狀尺寸相同的情況下,WB36 與模具的貼合性能小于A335P22 。推制彎頭需要正火+ 回火熱處理、機加工端口,壁厚需留有燒損及機加工余量。
誠信為本,質量保證,我公司全體員工歡迎新老客戶光臨惠顧,期待與您合作共贏。
http://www.sus317l.cn